Cells on the right will output the desired values.
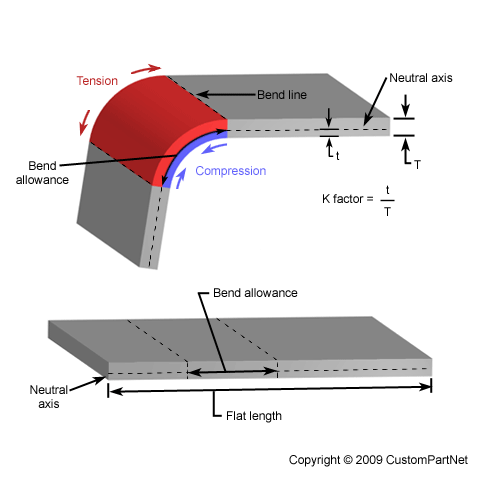
A bend in sheet metal is than the surrounding area.
Choose a bend radius that matches your minimum bend.
Edge bending is another very common sheet metal process and is performed with a wiping die.
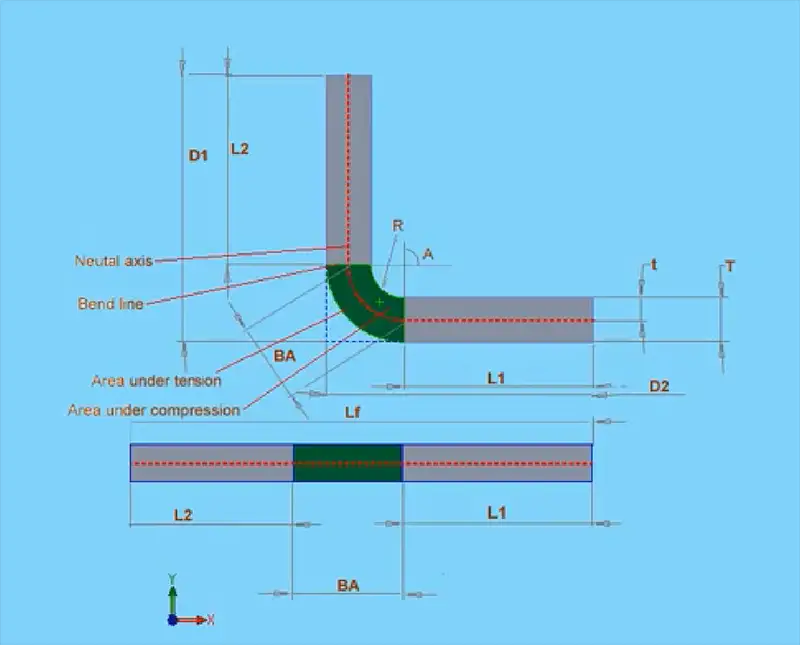
With this free online tool we quickly get the sheet metal bend deduction and therefore the sheet metal blank initial flat length from the finished part measurements.
By using the minimum bend dimension value for your minimum closeness of cutout to a bend you will ensure you run into no issues i often get asked by customers how far a cutout.
In case we don t have your preferred material in stock we can order it right away or point you in the right direction.
A bend made too sharp develops plastic deformity from the excessive stress caused by the bending.
Bend steel works fabrication has a complete inventory of aluminum and steel in stock for your immediate needs.
You only have to insert interior angle flange lengths k factor inside radius and material thickness.
A cutout or the edge of your flange to your bend.
Our materials range from tubing bend oregon sheet metal bundles of rebar and many more.
Minimum sheet metal flange bend length is required to avoid cracks in the bending area.
Therefore the inner side tends to recover its original shape.
The inside bend radius should be equal to the thickness of the material that you re forming.
For example if you are using 14 gauge stainless steel a240 tp304 2b and opt for a minimum bend of 275 then your cutouts must be no closer than 275 to a bend.
Pressure permanently bend the outer part of the sheet but the inner part does not reach the elastic limit.
Determine your minimum bend by measuring the distance from your closest feature i e.
Minimum sheet metal flange bend length 3 x sheet thickness bend radius.
A common problem in both the sheet metal and plate industries involves parts designed with an inside bend radius much tighter than necessary.
In other words if you re bending 1 8 sheet use a tool with a 1 8 radius to form the inside of the bend.
If you have any questions or want to discuss your design contact us.
It shall be equal to three times of sheet thickness plus bend radius.
However angles greater than 90 degrees will require more complex equipment capable of some horizontal force delivery.
To define the bend region and reduce the force required to bend a part out of sheet metal down to something you can handle without a brake press slots can be cut at the bending line to selectively.